| Die nicht einförmige Teilen von Wänden können schaden und Stress von Mulde schaffen.. Die Teilen die sehr dünn sind mehr zerbrechbar im handeln, die können den Fluss des Materiales grenzen und Luft trappen die Teile schadend. Eine dicke Wand von anderer Seite, wird den Kreis von Sorge verspäten und teuer kosten und die Zeit von Leben dazu verlaengernDie nicht einförmige Teilen von Wänden können schaden und Stress von Mulde schaffen.. Die Teilen die sehr dünn sind mehr zerbrechbar im handeln, die können den Fluss des Materiales grenzen und Luft trappen die Teile schadend. Eine dicke Wand von anderer Seite, wird den Kreis von Sorge verspäten und teuer kosten und die Zeit von Leben dazu verlaengernDie Dicke der Mulde von Wand hat mit dem Raum von vielen Elementen im Model von Plastik zu tun .Wenn die Rieben, Bossen neben einander gesetzt sind, wird ein dünner Raum geschaffen den, schwer zu kühlen ist, es ist auch schwer zu bauen und die Mulde von Problemen wie heiße Bladen und Differenz im kühlen weniger dauern wird. Die Minimum erlaubte Dicke der Mulde muss nach dem Prozess und Material gesorgt werden.DFMPro hilft Standard Strategien von DFM der Industrie zu prüfen, d.h Mulden von Injektion, von CAD. Dies hilft der Produktion von Teilen mit weniger Kost und zu einer besseren Qualitaet und kürzerer Zeit von Leads. Die Benutzer können die Designs für einförmige Dicke bestätigen, Parameter empfohlen, anpassende Drafi Enkel an zentralen Oberflächen von Kavität. Unterschnitten, harte Konditionen von Steel von Mulden und viele andere Regel . DFMPro hat die Flexibilität die verfügbare Injektion von Mulden von Regeln zu konfigurieren. Es kann auch neue Regel von Design anfügen, die ein Kenntnis von Program Einstellung dazu erfordern. |
Direktiven von Injektion von Mulden für Design D |
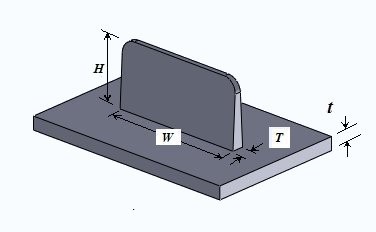
Direktiven von Design fuer RibsEmpfohlene Rib Parameter
Im allgemeinen ist es empfohlen dass die Hohe von Rieben nicht mehr als: 2.5 zu 3 Mal der Dicke von Wand sein. Ähnlich, wird die Dicke von Rieben in der Base 0.4 bis 0.6 Mal der normale Dicke der Wand sein. Minimum Radius an der Base von Rieben Ein Filet von minimaler Wert von Radius muss an die Base eines Rieb gegeben sein um das Stress zu vermindern. Trotz dies, soll das Radius nicht so groß sein und die Teilen dick machen. Der Radius wird eine scharfe Ecke und Stress Konzentrierung davon streichen. Fluss und Kühlung sind auch dazu verbessert. Der Radius von Filet in der Base von Rieb muss zwischen 0.25bis 0.4 Mal als die normale Dicke der Wand sein. Draft Enkel fuel Rieb
Raum Zwischen zwei Parallele Rieben
|
[Event]
Experience HCL DFMPro at NPE 2024 : The Premier Plastics Tradeshow | May 6-10, 2024 | Orlando, Florida Register Now