[tabgroup]
[tab title=”Drilling”]
| Muehlen ist eine sehr flexible und berühmte Methode von Gebrauch von Maschinen. Wegen der Toleranz und Furnierung der Oberfläche dass Muehlen anbieten kann, ist es ideal Teile mit Pünktlichkeit und Formen zu reduzieren.. .Muehlen ist verwendet um Teile zu herstellen und wessen Axis nicht symmetrisch sind und DFM Direktiven empfehlen keine innere Ecken in den Taschen im Gebrauch von Muehlen zur Produktion, wenn das Prozess so ist. DFMPro® liefert ein Vor-konfiguriertes Design für Direktiven von Maschinen und beste Strategien. Die Direktiven fuer Prozess von drillen zum Beispiel, Muehlen und drehen. DFMPro kann hoch personalisiert werden im Rahmen von Arbeit und gibt die Flexibilität neue Direktiven nach Strategien der Firma dazu geben. Beispiele von Direktiven zum Design von Drillen die in DFMPro verfügbar sind.
|
|
Tiefe Hoehlen  Tiefe Höhlen von kleinem Diameter müssen vermieden werden, weil die schwer zum handeln sind. Drillen von kleinem Diameter werden irren und es ist möglich gebrochen zu werden. Die Entfernung von Chips wird auch im drillen von tiefen Höhlen ist schwierig. So, ist es empfohlen dass das Diameter von Höhlen gegen Wachstum von Höhlen muss weniger als 3 sein. |
|
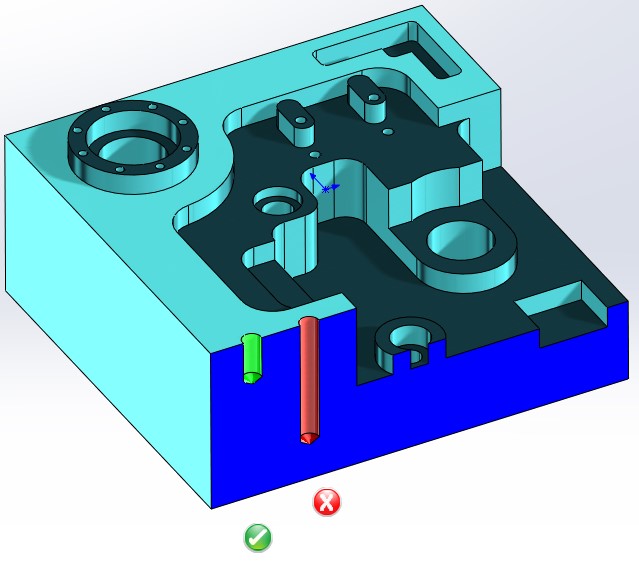
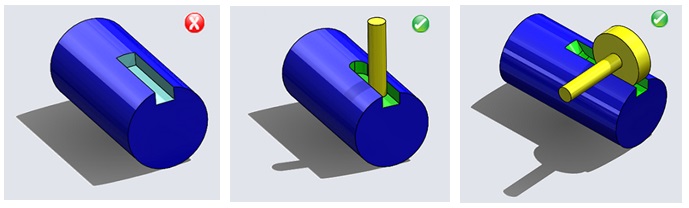
Eintragung /Von der Oberfläche ausgehen/ für Höhlen  Die Drillen müssen innen gehen und von Oberflächen ausgehen, die perpendikular der zentraler Linie sind. Wenn die Drillen den nicht-Planer der Oberfläche kontaktieren, wird die Kappe ausgehen weil sein Axis nicht perpendikular ist. Die Buren von Ausgang werden auch der Zirkumferenz von Höhle nicht egal sein, was die Entfernung von Buren schwer machen kann. |
|
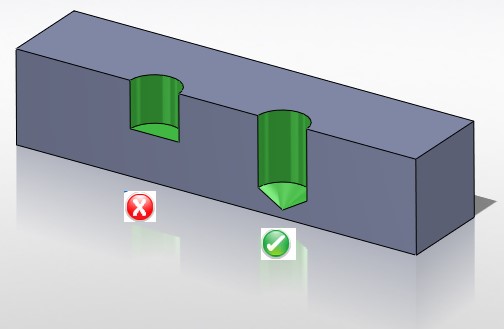
Holes with Flat Bottom Die leere Höhlen müssen keine flache Base haben, Höhlen mit Base unten werden Problemen mit folgenden Funktionen haben (z.B rahmen), Ein Drill Standard von drehen wird eine Höhle mit einer konischen Base schaffen. |
|
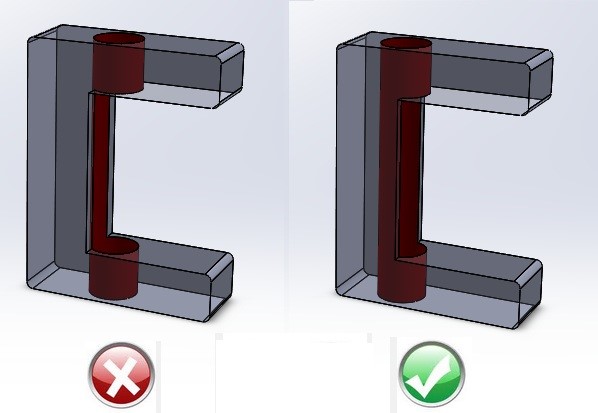
Hoehlen die Hoehlraum scheiden  Die Höhlen sollen keinen Leerraum scheiden. Wenn wir eine Intersektion nicht vermeiden können, muss die zentrale. Linie der Höhle außer dem Leerraum sein. Während der Arbeit mit Maschine, wird das Drill den Minimum Widerstand haben, wenn die eine Leerraum scheidet. Es gibt eine gute Chance dass das Drill irren kann, wenn es ins Material geht. |
|
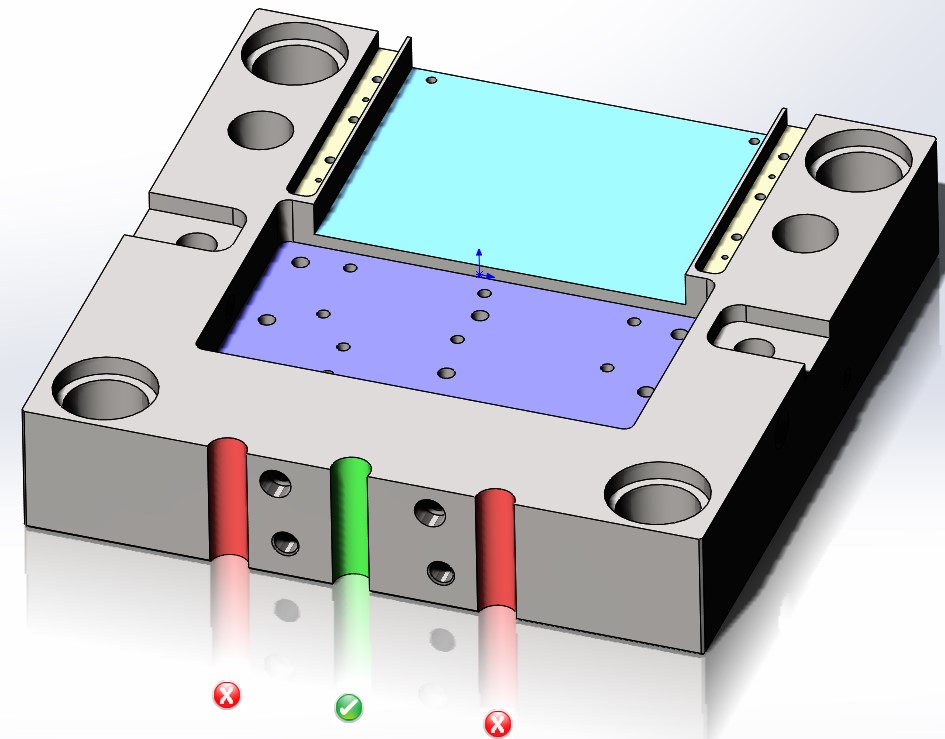
Partial Holes Vermeiden Sie teilige Höhlen, wie es große Chance gibt das das Drill ausgehe, wenn ein großes Teil der Höhle außer Material geht. Das Problem kann noch mehr ernst sein, wenn das Axis von Hoehle neben dem Rand des Materiales ist. Wenn die teilige Hoehle unvermeidlich ist, dann stellen Sie sicher dass ein 75% am wenigsten innerhalb des Materiales sei. |
|
 Standard Größe von Höhle Standard Größe von Höhle
Die Standard Höhle bestimmen, wie die mit dem Gebrauch eines Drill geschaffen werden kann. Ungewöhnliche Größen sind nicht empfohlen den sie personalisierte Tools dazu erfordern und eine hohe Kost für[i] Produktion durch Kauf und Inventor brauchen. Die Reduktion von Variation in der Größe von Höhlen wird die Zusammensetzung weiter reduzieren, sowie Akzessorien, Fastender, Pins, Rivette.
|
[/tab]
[tab title=”Milling”]
Muehlen ist eine sehr flexible und berühmte Methode von Gebrauch von Maschinen. Wegen der Toleranz und Furnierung der Oberfläche dass Muehlen anbieten kann, ist es ideal Teile mit Pünktlichkeit und Formen zu reduzieren.. .Muehlen ist verwendet um Teile zu herstellen und wessen Axis nicht symmetrisch sind und DFM Direktiven empfehlen keine innere Ecken in den Taschen im Gebrauch von Muehlen zur Produktion, wenn das Prozess so ist. . Direktiven von Design für Muehlen
|
|
Deep Narrow Holes Vermeiden Sie die enge und tiefe Taschen und Slots. Längere Tools sind zerbrechbar und die Entfernung von Chips ist schwer, besonders wenn die Taschen und Slots leer sind. |
|
Tiefe Radiusierte Ecken  Die Zeichner sollen Umwelt von Muehlen zeichnen so dass lange Muehlen sind nicht erfordert um mit Maschinen zu handeln. Die Muehlen so sind zerbrechbar und werden chatten und brauchen Gebrauch von Maschinen für mehr Zeit, und dies wird zu einer Vibration enden. Die Vibration wird die Tools ungleich machen, und so werden die Tools kürzer dauern. |
|
Scharfe Innere Ecken  Die runde Ecken haben viele Vorteile wie weniger Stress Konzentrierung an die Teilen und Tools, wenige Schritte von Handlung und Funktion und weniger Rate von Zerstörung. Scharfe innere Ecken können nicht produziert werden wenn Muehlen nicht verwendet sind und die Methoden von Maschinen wie EDM sind mehr teuer. Beim Design einer drei-Rand Ecke, eine der inneren Ecken wird mit Radi gebraucht werden. Dies ist empfohlen und scharfe Ecken zu vermeiden und Filets und Radi zu benutzen. Die runde Ecken haben viele Vorteile wie weniger Stress Konzentrierung an die Teilen und Tools, wenige Schritte von Handlung und Funktion und weniger Rate von Zerstörung. Scharfe innere Ecken können nicht produziert werden wenn Muehlen nicht verwendet sind und die Methoden von Maschinen wie EDM sind mehr teuer. Beim Design einer drei-Rand Ecke, eine der inneren Ecken wird mit Radi gebraucht werden. Dies ist empfohlen und scharfe Ecken zu vermeiden und Filets und Radi zu benutzen.
|
|
Enge Teilen in Taschen Es ist empfohlen ähnliche Kennzeichen zwischen einander zu vermeiden, denn das Gap ist zu eng dazwischen um es durchzuqueren. Wenn Sie der enge Teilen nicht vermeiden können, dann müssen sie nicht so tief sein. Die Größe von Muehl Schneider ist vom kleinen Abstand zwischen die Kennzeichen dazu begrenzt. Schneider von kleinem Diameter sind zerbrechbar und werden chatten. Mit größerem Diameter, kürzere Schneider sind bevorzugt. |
|
Radius von Seite und Radius unten Der Gebrauch von Radius neben und Radius unten haben die folgende Vorteile: zum Muehlen: Produktion von Muehlen, verfügbare Tools von Muehlen immer. Um die Zeit von Zyklus und Kost von Tools Einstellung zu reduzieren, müssen Sie den Standard Radius und Radius unten benutzen. Es ist empfohlen einziges Neben Radius und einziges Radius von Unten daran zu benutzen. |
|
Ansi chte von Muehlen von Ecken chte von Muehlen von Ecken Gesichte von Radius von Seite und Unten von Kennzeichen von Muehlen die vom Filet unten geschieden sind, müssen eine Enkel von 90º zwischen einander formen um die Produktion mit einem End Mühl zu erlauben die Radius in der Ecke haben wird. Der Gebrauch von Enkel erfordern eine Maschine von Enkel Axeln zu gebrauchen, die zu höhere Kost von Gebrauch führen wird. |
|
Zugang anTools  Man kann Zugang an die Kennzeichen von Tools im bevorzugten Gebrauch von Maschine Zugang haben. Man kann Zugang an die Kennzeichen von Tools im bevorzugten Gebrauch von Maschine Zugang haben.
|
[/tab]
[tab title=”Drehen”]
In Funktion von Drehen, werden Sie das Teil des Designs machen, die Haltung fixierend und sicher,machend. Eine grosse solide Oberfläche von Verbindung mit parallel Oberflächen von klammen, sollen vorhanden werden um eine gute Einstellung zu sichern. Designs vermeiden die scharfe Ecken und scharfe Punkte in Tools von schneiden erfordern, denn so sind die Tools zerbrechbar. Es ist bevorzugt entbundene Teile zu vermeiden, um das Leben von Tools nicht kürzer zu sein.Direktiven von Design zum Drehen |
|
Erleichterung von Leerer Hoehle  Die Tools unten und blinde gebohrte Höhlen am Ende einer gebohrter Höhle werden die Handlung von Honen , Bohren und Rahmen und Muehlen und Kost reduzieren. Die minimale Erleichterung ist in Prozent des vorgebohrtes Diameters ausgedrückt. Es ist empfohlen dass das Wachstum von Erleichterung am Ende einer gebohrten Höhle nicht höher als 3% des Diameters davon sei. |
|
Oesungen  Es ist empfohlen Lösungen von Radius am Ende einer Slot von Schlüssel anzuwenden. Radius muss zusammen mit Ende- Schneidern von Muehlen gemischt werden, so dass das runde Ende oder Enden des Tools von Hilfe dem Ende des Tools anpassen kann. Der Diameter des Schneiders muss immer gleich der Breite des Tools sein. Die Tools dann sollen .am Ende mit Radius gebraucht werden, um dem Tool von schneiden gebraucht zu sein. Wenn das Ende des Tools so radi-used ist so dass von einem Tool von Slot geschnitten werden kann, wird es die Schnellheit von Gebrauch von Maschinen und Tools verbessern. |
|
Lange Slimme-Gedrehte Teile  Für ein längeres dünnes Teil, ist es empfohlen den freien Rand am Zentrum zu drillen und ein gutes lebendiges Zentrum am Ende gebrauchen um es zu unterstützen. Ohne Unterstützung, wird das Stück von Arbeit binden und wird weit vom Tool gehen. Auch kann es die Grippe von Chuck Verbindung im Teil von Arbeit Unfall oder Verletzung verursachen. Die gedrehten Teile müssen so gezeichnet werden dass es keine Hilfe vom Ende Stock erfordert sei. Dies ist im Design so gemacht, das Teil wohl Staub haben als lang mit e hohen Wachstum. sein Es ist empfohlen, dass das Wachstum von totaler Länge, Wachstum des Teils seines minimales Diameters muss weniger als 8 sein. Für ein längeres dünnes Teil, ist es empfohlen den freien Rand am Zentrum zu drillen und ein gutes lebendiges Zentrum am Ende gebrauchen um es zu unterstützen. Ohne Unterstützung, wird das Stück von Arbeit binden und wird weit vom Tool gehen. Auch kann es die Grippe von Chuck Verbindung im Teil von Arbeit Unfall oder Verletzung verursachen. Die gedrehten Teile müssen so gezeichnet werden dass es keine Hilfe vom Ende Stock erfordert sei. Dies ist im Design so gemacht, das Teil wohl Staub haben als lang mit e hohen Wachstum. sein Es ist empfohlen, dass das Wachstum von totaler Länge, Wachstum des Teils seines minimales Diameters muss weniger als 8 sein.
|
|
Minimum Radius von Innerer Ecke 
Es ist empfohlen innere scharfe Ecken zu vermeiden und Radius innen dazu vorhanden, so dass ein Tool mit hoher Laute leicht eintragen könne. Ein Tool mit großem Radius ist weniger zerbrechbar. Eine Oberfläche am rechten Enkel für eine Oberfläche als Mulde (nicht mechanisch) kann an Buren führen. Die Minimum Menge von Radius an innere Ecken eines gedrehtes Teiles wird die Eintragen von schneiden bestimmen, die benutzt werden können. |
|
Profil von Innerem Diameter  Das Profil am äußerem Diameter eines gedrehten Teiles hilft der Maschine leicht zu drehen. Das gedrehte Kontur wird helfen, mit wenigen Chargen von Stylus und Schneid Tool leicht zu finden.. Gruben mit parallelen oder stieben Zuteilen können ein Mal nur nicht verstärkt werden. . Konturs mit einer Neigung von bis 58° vom Axel des Teiles können für ein Tool (und Stylus) verstärkt werden . |
|
Symmetrische Slots von Axeln  Es ist empfohlen Slots von Axeln und Tools zu zeichnen die symmetrisch für den Axel von drehen sein sollen.. Diese Direktive identifiziert ob die Breite von Slots von Axeln für die Axel von Drehen symmetrisch sind, oder nicht, etwas dass falsch schon im Modeling gewesen ist. Wenn die Breite von Slots von Axeln und Tools zum drehen von Axeln nicht symmetrisch sind, den wird das Teil beim kuppeln mit anderen Teilen Problemen haben. Es ist empfohlen Slots von Axeln und Tools zu zeichnen die symmetrisch für den Axel von drehen sein sollen.. Diese Direktive identifiziert ob die Breite von Slots von Axeln für die Axel von Drehen symmetrisch sind, oder nicht, etwas dass falsch schon im Modeling gewesen ist. Wenn die Breite von Slots von Axeln und Tools zum drehen von Axeln nicht symmetrisch sind, den wird das Teil beim kuppeln mit anderen Teilen Problemen haben.
|
|
[/tab]
[/tabgroup]